
Selektywne zbieranie szparagów z autonomicznym robotem
AvL Motion wkracza na nowy poziom - dzięki maszynie do selektywnego zbioru białych szparagów, ozdobionej precyzyjnymi czujnikami, technologią RFID oraz modułami sieciowymi firmy Turck
Holenderski startup AvL Motion wprowadził na rynek w pełni autonomiczną maszynę do selektywnego zbioru białych szparagów. Szukając ultradźwiękowego czujnika do kontroli wysokości, firma trafiła na sensor RU40U firmy Turck z komunikacją IO-Link. Dzięki dalszej współpracy z firmą Turck w pojeździe zaimplementowano więcej czujników, w tym miniaturowe czujniki indukcyjne, precyzyjne enkodery, a także czujniki laserowe LE550 firmy Banner Engineering oraz wytrzymały czujnik położenia liniowego Li500-Q25. AvL wykorzystuje również głowicę odczytu/zapisu RFID TN-Q14 do identyfikacji modułów zbierających, podczas gdy kompaktowy moduł I/O TBEN-S2-4IOL przesyła sygnały IO-Link do PLC.
-turck-image.jpg)
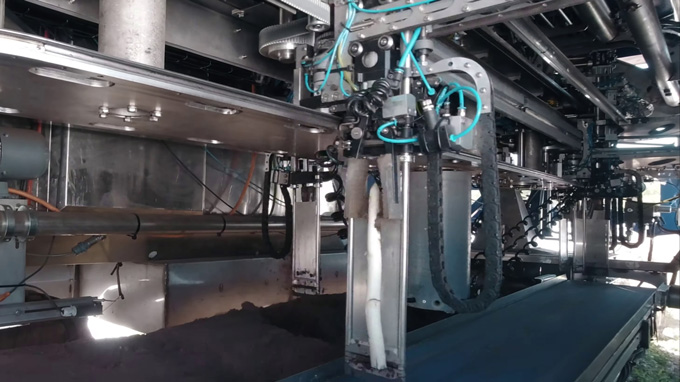
AvL Compact S1560 automatycznie wyrywa szparagi z gleby

W maszynie znajduje się od sześć do dwunastu modułów zbierających

Założyciel AvL, Arno van Lankveld, używa czujnika ultradźwiękowego IO-Link RU40U firmy Turck

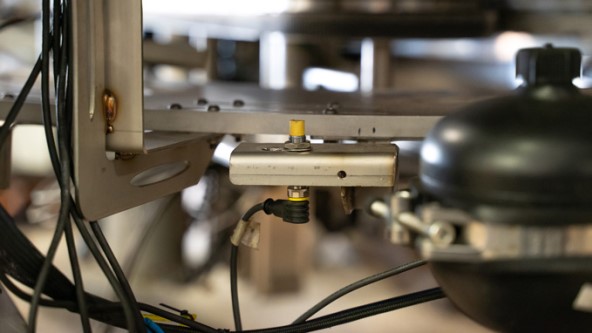
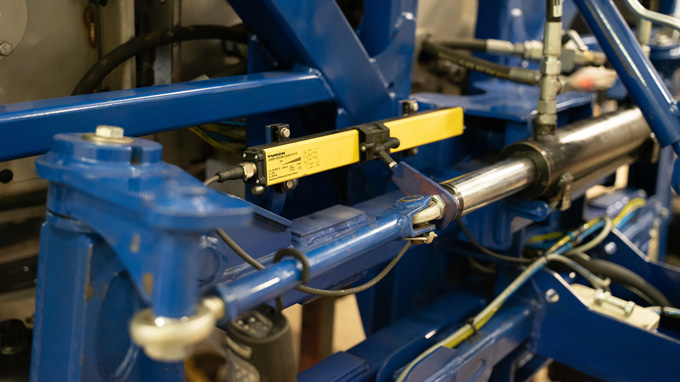
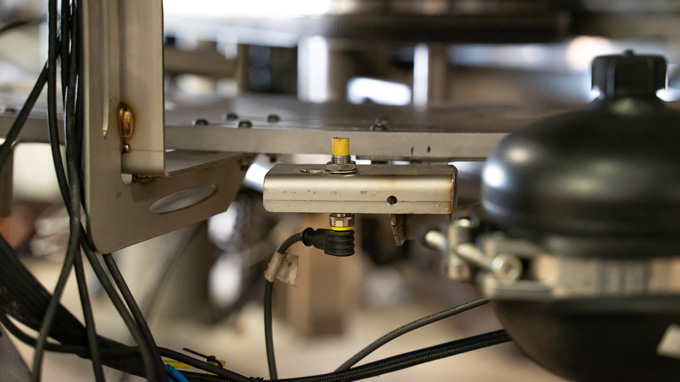
Dzięki solidnej konstrukcji czujnik Li500-Q25 można zamontować również na zewnątrz nad przednią osią.

Miniaturowe czujniki BI3-M08K, w obszarze buforowym, wykrywają liczbę kaset służących do zbioru
Kiedy kaseta mija czujnik NI10U-M12, PLC uruchamia licznik czasu dla operacji zbioru

Enkodery Turck raportują, w której pozycji bufora moduł zbioru jest aktualnie dostępny

Pracownik na platformie kierowcy pakuje szparagi do skrzynek i kontroluje kombajn

Wieloprotokołowy moduł TBEN-S2-4IOL używany jest jako interfejs między czujnikami a PLC
-turck-thumbnail.jpg)








.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Kontrola wysokości za pomocą czujnika ultradźwiękowego z IO-Link
AvL Motion wykorzystuje dwa czujniki ultradźwiękowe RU40U z IO-Link do pomiaru odległości między grządką szparagów a pneumatycznie sterowaną ramą wewnętrzną maszyny. Pomimo częściowo zakurzonego lub śliskiego podłoża, czujniki umożliwiają stabilny pomiar wysokości, którą użytkownicy mogą ustawić na HMI. „Firma Turck zaimponowała nam wyjątkową jakością i szybką dostawą swoich produktów. Dlatego też firma Turck dostarcza nam inne swoje produkty ”- mówi dyrektor generalny AvL Arno van Lankveld.
Proces optyczny zastępuje wyszkolone oko
Proces zbioru AvL Compact S1560 jest bardzo dynamiczny. Po ustawieniu maszyny i uruchomieniu powierzchnia gleby jest skanowana. Precyzyjne położenie wierzchołka szparagów jest wykrywane przez sterownik główny dzięki zastosowaniu czujników laserowych. Zmienna liczba modułów służących do zbioru porusza się w trakcie procesu po okrągłym torze wewnątrz robota. Obecnie jest dwanaście kaset o wysokości około 25 cm. Są one ustawiane do prędkości robota i kontrolują cały proces wkładania, cięcia i chwytania.
Dostrajanie pomiędzy rośliną a modułem zbioru
Sterownik potrzebuje nie tylko współrzędnych wybranych włóczni szparagów, aby precyzyjnie dostroić proces zbioru, ale także ciągłego przepływu informacji o położeniu i ruchu modułów. Rozpoczyna się to od zapytania, ile kaset znajduje się obecnie w buforze, tj. ile jest w pozycji parkowania, a ile kaset aktualnie wykrywa pędy szparagów w obwodzie. W tym celu AvL wykorzystuje miniaturowe czujniki indukcyjne BI3-M08K. Dokładna identyfikacja modułów zbierających realizowana jest za pomocą RFID - przy użyciu głowicy odczytująco-zapisującej TN-Q14 HF, która odczytuje indywidualny kod każdej kasety. Do tego dochodzi wykrywanie położenia zapewniane przez enkoder obrotowy.
Czujnik indukcyjny uruchamia licznik czasu
Kiedy maszyna do zbioru rozpoczyna pracę, moduł zbierający aktywuje czujnik NI10U-M12, który ustawia czas procesu zbioru w PLC. Ponieważ szparagi nie rosną w uporządkowanych rzędach, moduły zbierające szparagi oprócz ruchu po okręgu mogą również poruszać się w lewo lub w prawo. Napędzane są sprężonym powietrzem dlatego też zawsze opóźnione są o kilka dziesiątych sekundy. Aby mimo wszystko zapewnić prawidłowe wyrównanie kaset, sterownik PLC uzyskuje informacje o odległości między początkową i docelową pozycją modułów, mierzoną za pomocą czujników laserowych LE550 firmy Banner Engineering, partnera firmy Turck w zakresie czujników fotoelektrycznych.
Manewr skrętu za pomocą joysticka
Operatorzy używają zewnętrznego modułu do sterowania prędkością i hydrostatycznym kierowaniem robota zbierającego. Dwa enkodery Turck mierzą obroty kół; AvL wykorzystuje indukcyjny czujnik położenia liniowego do pomiaru położenia koła. W tym celu element pozycjonujący czujnika LI500-Q25 jest połączony z tłokiem siłownika sterującego. W ten sposób główny sterownik oblicza kąt obu kół na podstawie tylko jednej wartości - a operatorzy mogą łatwo obracać maszyną za pomocą joysticka. W przeciwieństwie do modeli oferowanych przez konkurencję, rolnicy nie muszą podłączać AvL Compact S1560 do traktora.
- Motoryzacja
- Wykrywanie karoserii
- Zdecentralizowane monitorowanie stacji chłodniczych za pomocą RFID
- Cele spawalnicze robotów połączone w sieci Ethernet+
- Monitorowanie obiegu chłodzenia zacisków spawalniczych
- Monitorowanie przepływu w myjkach bębnowych
- Monitorowanie stanu silników
- Łatwe monitorowanie poziomu chłodziwa w frezarkach CNC
- Tłocznia
- Nadwoziownia
- Lakiernia
- Montaż
- Układ przeniesienia napędu
- Wykrywanie przedmiotu za pomocą UHF RFID
- Monitorowanie podawania smarów chłodzących do maszyn
- Kontrola ciśnienia hydraulicznego w tłoczniach
- Pomiar ciśnienia procesu na podnośnikach
- Warsztat blacharski – kontrola jakości końcówek spawalniczych
- Montaż końcowy – wykrywanie czarnych części na czarnym panelu drzwi
- Montaż końcowy – wykrywanie przeźroczystego szkła dachu panoramicznego
- Układy napędowe – detekcja gumowej uszczelki w bloku silnika
- Detekcja samochodów elektrycznych
- Zrealizowane aplikacje
- Samobieżne wózki 4.0
- RFID Guides AGV in Suspension Production
- Linia produkcyjna tłumików wyposażona w koncentratory połączeniowe IO/Link
- Gotowi na wyspy
- Czujniki nakrętek do przyspawania.
- Identyfikowalność RFID
- RFID w produkcji silników
- Produkcja zderzaków z identyfikacją
- Rozwiązania dla lakierni
- Czujniki spawania i montażu
- Czujniki kąta dla systemów montażowych.
- Identyfikacja narzędzi
- System Pick-to-Light przy montażu zderzaków
- Unikalny produkt przenośnika taśmowego
- RFID w hali montażu nadwozi
- Przemysł Chemiczny
- Energia
- Żywność i napoje
- Logistyka
- ZDECENTRALIZOWANE STEROWANIE MUTINGIEM ELEKTROCZUŁEGO SPRZĘTU
- KOMPAKTOWE MODUŁY WEJŚĆ / WYJŚĆ STERUJĄ SEGMENTAMI PRZENOŚNIKA ROLKOWEGO
- KONTROLA POJEMNIKÓW
- SZYBKIE WYKRYWANIE TAGÓW PRZY BRAMACH MAGAZYNOWYCH
- Wykrywanie przedmiotu za pomocą UHF RFID
- Prewencyjne utrzymanie ruchu w aplikacjach przenośników rolkowych
- Detekcja kontenerów transportowych
- DETEKCJA POZIOMU W NACZYNIACH
- IDENTYFIKACJA NACZYŃ KRIOGENICZNYCH
- IDENTYFIKACJA KONTENERÓW MOBILNYCH ZA POMOCĄ HANDHELDÓW
- IDENTYFIKACJA POJEMNIKÓW NA ŻYWNOŚĆ
- TIER 1 - IDENTYFIKACJA ZDERZAKÓW JUST-IN-SEQUENCE
- MONITOROWANIE STANU MAGAZYNÓW
- CHRONA PRZED KOLIZJĄ NA WÓZKACH WYSOKIEGO SKŁADOWANIA TYPU REACH STACKERS
- Success Stories
- BUFOROWANIE ZIEMNIAKÓW
- STEROWNIKI PLC IP67 KONTROLUJĄCE TRANSPORT W CHŁODNIACH
- STEROWANIE PRĘDKOŚCIĄ ZA POMOCĄ CZUJNIKA RADAROWEGO QT50
- ZASILACZE IP67 DO PRZENOŚNIKÓW
- Modular Conveyor System
- ROZWIĄZANIA RFID DLA MAGAZYNÓW
- RFID wspiera wózki AGV w produkcji zawiesi
- IDENTYFIKACJA RFID W PRZEMYŚLE FARMACEUTYCZNYM
- UHF RFID W CENTRUM DYSTRYBUCJI ŻYWNOŚCI
- AUTONOMICZNA POMOC PRZY PARKOWANIU CIĘŻARÓWEK
- Sprzęt mobilny
- Automatyczna kompensacja pochylenia
- Dystrybucja sygnałów w opryskach polowych
- Pomiar kąta w opryskiwaczu ciągnikowym
- Monitorowanie przepływu materiałów w kombajnie zbożowym
- Określenie położenia kąta wysięgnika
- Oświetlenie przestrzeni z osprzętem w wozach strażackich
- Dwuosiowy pomiar nachylenia kombajnu zbożowego
- Ochrona przed kolizją na wózkach wysokiego składowania typu Reach Stackers
- Success Stories
- Selektywne zbieranie szparagów z autonomicznym robotem
- Pomiar pozycji za pomocą RFID i enkodera
- Kontrola prędkości za pomocą czujnika radarowego QT50
- RFID Prowadzi wózek mobilny AGV w produkcji części do układów zawieszenia.
- Kompaktowe moduły we/wy na jachcie premium
- Wykopy na morzu
- Niech woda płynie
- Uwaga pociąg!
- Dobre połączenie
- Naprzeciw zimie
- Inteligentne dźwigi
- Wyjątkowe podnośniki
- Bezpieczne przejażdżki
- Budowanie w przyszłości
- Dokładne pozycjonowanie wysokości
- Zapobieganie kumulacjom
- Wskaźnik kąta
- Ropa i gaz
- Przemysł opakowaniowy
- Farmacja
- Kontrola połączeń rurowych w strefie ex przy pomocy RFID
- Zdecentralizowana weryfikacja opakowań dla produktów farmaceutycznych przy pomocy systemu RFID
- Automatyzacja skidów modułowych
- Łączenie skidów farmaceutycznych ze zdecentralizowanymi rozwiązaniami we/wy
- Izolacja ex w modułowych instalacjach procesowych
- Zdecentralizowane sterowanie interfejsami zaworów
- Monitorowanie siłowników ćwierćobrotowych
- Wykrywanie kolanek rur
- Zdalne sygnały IO
- Planowanie i budowa super skidów
- Łatwe podłączanie urządzeń obiektowych
- Identyfikacja naczyń kriogenicznych
- Identyfikacja mobilnych pojemników
- Identyfikacja mobilnych pojemników przy pomocy czytników ręcznych
- Identyfikacja węży procesowych dla prekursorów
- Identyfikacja przyłączy węży procesowych w obszarach sterylnych
- Identyfikacja przyłączy węży procesowych w strefie 1 ex
- Identyfikacja big bagów i bioreaktorów
- Identyfikacja produktów jednorazowego użytku
- Success Stories
- Bezkontaktowe przekazywanie zasilania I sygnałów dwustanowych
- HMI steruje mieszalnikiem przemysłowym
- Programowalna w codesys bramka BL20 steruje systemem do przetwarzania obrazu
- RFID identyfikuje farmaceutyki
- Pomiar prędkości głowic mieszających w mieszadłach magnetycznych
- Bezpieczna procesowo identyfikacja mediów płynnych
- Półprzewodniki
Select Country
Turck worldwide