
Identyfikacja narzędzi
System identyfikacyjny BL RFID TURCK umożliwia niezawodne wykrycie prawidłowej końcówki elektrody AEG SVS Schweisstechnik.



{kind=link}
{kind=link}
{kind=link}
Wyzwanie - identyfikacja wycinarki
AEG SVS Schweisstechnik produkuje elektrody zgrzewające oraz końcówki elektrod i około 200 różnych głowic tnących. Jeśli zgrzewarka jest wyposażona w niewłaściwą głowicę tnącą, może to prowadzić do istotnych usterek w procesie produkcyjnym.
Ponieważ głowice tnące są bardzo trudne do identyfikacji wizualnej, firma AEG Schweisstechnik w 2010 poszukiwała sposobu automatyzacji procesu identyfikacji. Celem było również stworzenie aplikacji testowej, aby określić optymalne ustawienia parametrów cięcia dla prędkości, liczby uderzeń i ciśnienia. Firma zwróciła się do Mönchengladbach College for Technology and Media z tym problemem. Andres Baker, który w tym czasie był w trakcie realizacji ostatniego etapu studiów inżynierskich, podjął wyzwanie razem z dwoma kolegami, jako projekt końcowy kursu.
Wsparcie z Turck
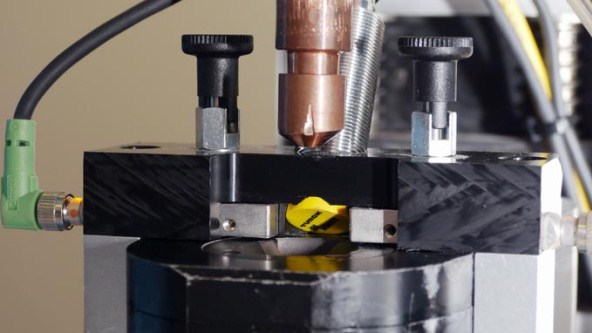
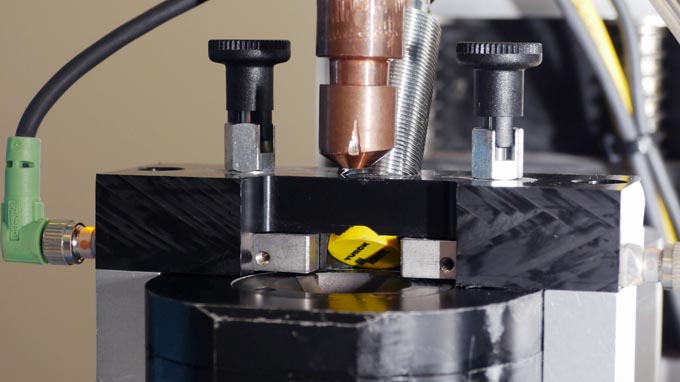
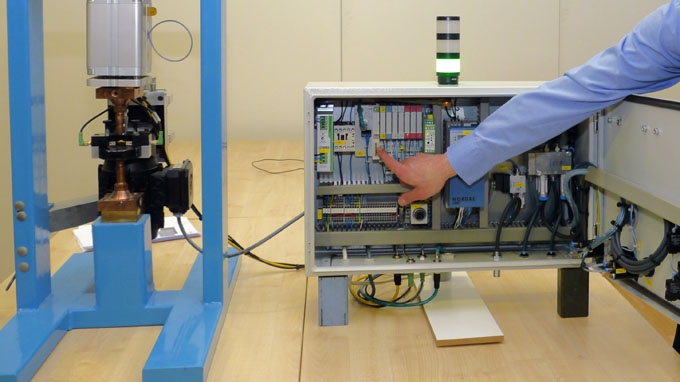
Wspierani przez ekspertów firmy Turck początkujący inżynierowie opracowali rozwiązanie systemu identyfikacyjnego RFID, który wykrywa głowice tnące w czasie jej montażu. Głowica odczytująco-zapisująca o średnicy 18 milimetrów jest zamontowana powyżej głowicy tnącej. To nie przeszkadza w procesie cięcia, a jest ona wystarczająco blisko do znacznika, aby zapewnić identyfikację, pomimo szybkiego obrotu. Inżynierowie mają w aplikacji zintegrowane bezpośrednio tagi w głowicach tnących.
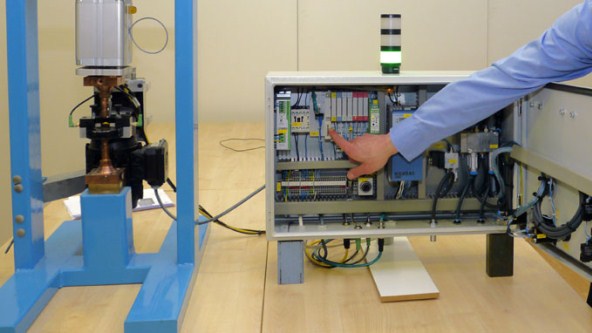
Głowica odczytu/zapisu jest podłączona do części modułu BL ident I/O w systemie BL20 Turck I/O. Programowalne w środowisku CoDeSys gateway’e BL20 realizują kontrolę całej aplikacji. Oprócz zadań identyfikacyjnych, inżynierowie opracowali także rozwiązanie, do wykrywania prędkości i kierunku obrotu głowicy tnącej. W tym celu są one wyposażone w dwa czujniki indukcyjne w systemie ekstrakcji wiórów, które wykrywają dwa wgłębienia w głowicy tnącej. Odpowiedni układ sterowania stosowany jest do określania kierunku obrotu i prędkości głowicy tnącej, z impulsem przełącznika tarczy obrotowej. Jeśli zamontowana jest nieprawidłowa głowica tnąca, sygnalizowane jest to żółtą diodą LED i maszyna jest zabezpieczona przed uruchomieniem.
W punkcie testowym wyświetlane są wszystkie parametry cięcia za pomocą interfejsu użytkownika CoDeSys: prędkości, ciśnienia i liczby obrotów cięcia, które mogą być zdefiniowane indywidualnie przez sterownik w celu przetestowania optymalnej konfiguracji dla wycinania odpowiednich nasadek. "Rezultat projektu studenckiego jest dla nas więcej niż zadowalający, ponieważ możemy to rozwiązanie RFID umieścić bezpośrednio w naszym portfolio produktów, niemal bez żadnych dodatkowych zmian", przyznaje Jürgen Rosendahl, menedżer produktu w AEG SVS Schweisstechnik. "Studia inżynierskie na tej uczelni były zawsze na wysokim poziomie technicznym. Także współpraca z firmą Turck była bardzo efektywna, ponieważ jej eksperci wzięli przyszłych inżynierów pod swoje skrzydła i żadne z pytań uczniów nie pozostawiono bez odpowiedzi. "
- Motoryzacja
- Wykrywanie karoserii
- Zdecentralizowane monitorowanie stacji chłodniczych za pomocą RFID
- Cele spawalnicze robotów połączone w sieci Ethernet+
- Monitorowanie obiegu chłodzenia zacisków spawalniczych
- Monitorowanie przepływu w myjkach bębnowych
- Monitorowanie stanu silników
- Łatwe monitorowanie poziomu chłodziwa w frezarkach CNC
- Tłocznia
- Nadwoziownia
- Lakiernia
- Montaż
- Układ przeniesienia napędu
- Wykrywanie przedmiotu za pomocą UHF RFID
- Monitorowanie podawania smarów chłodzących do maszyn
- Kontrola ciśnienia hydraulicznego w tłoczniach
- Pomiar ciśnienia procesu na podnośnikach
- Warsztat blacharski – kontrola jakości końcówek spawalniczych
- Montaż końcowy – wykrywanie czarnych części na czarnym panelu drzwi
- Montaż końcowy – wykrywanie przeźroczystego szkła dachu panoramicznego
- Układy napędowe – detekcja gumowej uszczelki w bloku silnika
- Detekcja samochodów elektrycznych
- Zrealizowane aplikacje
- Samobieżne wózki 4.0
- RFID Guides AGV in Suspension Production
- Linia produkcyjna tłumików wyposażona w koncentratory połączeniowe IO/Link
- Gotowi na wyspy
- Czujniki nakrętek do przyspawania.
- Identyfikowalność RFID
- RFID w produkcji silników
- Produkcja zderzaków z identyfikacją
- Rozwiązania dla lakierni
- Czujniki spawania i montażu
- Czujniki kąta dla systemów montażowych.
- Identyfikacja narzędzi
- System Pick-to-Light przy montażu zderzaków
- Unikalny produkt przenośnika taśmowego
- RFID w hali montażu nadwozi
- Przemysł Chemiczny
- Energia
- Żywność i napoje
- Logistyka
- ZDECENTRALIZOWANE STEROWANIE MUTINGIEM ELEKTROCZUŁEGO SPRZĘTU
- KOMPAKTOWE MODUŁY WEJŚĆ / WYJŚĆ STERUJĄ SEGMENTAMI PRZENOŚNIKA ROLKOWEGO
- KONTROLA POJEMNIKÓW
- SZYBKIE WYKRYWANIE TAGÓW PRZY BRAMACH MAGAZYNOWYCH
- Wykrywanie przedmiotu za pomocą UHF RFID
- Prewencyjne utrzymanie ruchu w aplikacjach przenośników rolkowych
- Detekcja kontenerów transportowych
- DETEKCJA POZIOMU W NACZYNIACH
- IDENTYFIKACJA NACZYŃ KRIOGENICZNYCH
- IDENTYFIKACJA KONTENERÓW MOBILNYCH ZA POMOCĄ HANDHELDÓW
- IDENTYFIKACJA POJEMNIKÓW NA ŻYWNOŚĆ
- TIER 1 - IDENTYFIKACJA ZDERZAKÓW JUST-IN-SEQUENCE
- MONITOROWANIE STANU MAGAZYNÓW
- CHRONA PRZED KOLIZJĄ NA WÓZKACH WYSOKIEGO SKŁADOWANIA TYPU REACH STACKERS
- Success Stories
- BUFOROWANIE ZIEMNIAKÓW
- STEROWNIKI PLC IP67 KONTROLUJĄCE TRANSPORT W CHŁODNIACH
- STEROWANIE PRĘDKOŚCIĄ ZA POMOCĄ CZUJNIKA RADAROWEGO QT50
- ZASILACZE IP67 DO PRZENOŚNIKÓW
- Modular Conveyor System
- ROZWIĄZANIA RFID DLA MAGAZYNÓW
- RFID wspiera wózki AGV w produkcji zawiesi
- IDENTYFIKACJA RFID W PRZEMYŚLE FARMACEUTYCZNYM
- UHF RFID W CENTRUM DYSTRYBUCJI ŻYWNOŚCI
- AUTONOMICZNA POMOC PRZY PARKOWANIU CIĘŻARÓWEK
- Sprzęt mobilny
- Automatyczna kompensacja pochylenia
- Dystrybucja sygnałów w opryskach polowych
- Pomiar kąta w opryskiwaczu ciągnikowym
- Monitorowanie przepływu materiałów w kombajnie zbożowym
- Określenie położenia kąta wysięgnika
- Oświetlenie przestrzeni z osprzętem w wozach strażackich
- Dwuosiowy pomiar nachylenia kombajnu zbożowego
- Ochrona przed kolizją na wózkach wysokiego składowania typu Reach Stackers
- Success Stories
- Selektywne zbieranie szparagów z autonomicznym robotem
- Pomiar pozycji za pomocą RFID i enkodera
- Kontrola prędkości za pomocą czujnika radarowego QT50
- RFID Prowadzi wózek mobilny AGV w produkcji części do układów zawieszenia.
- Kompaktowe moduły we/wy na jachcie premium
- Wykopy na morzu
- Niech woda płynie
- Uwaga pociąg!
- Dobre połączenie
- Naprzeciw zimie
- Inteligentne dźwigi
- Wyjątkowe podnośniki
- Bezpieczne przejażdżki
- Budowanie w przyszłości
- Dokładne pozycjonowanie wysokości
- Zapobieganie kumulacjom
- Wskaźnik kąta
- Ropa i gaz
- Przemysł opakowaniowy
- Farmacja
- Kontrola połączeń rurowych w strefie ex przy pomocy RFID
- Zdecentralizowana weryfikacja opakowań dla produktów farmaceutycznych przy pomocy systemu RFID
- Automatyzacja skidów modułowych
- Łączenie skidów farmaceutycznych ze zdecentralizowanymi rozwiązaniami we/wy
- Izolacja ex w modułowych instalacjach procesowych
- Zdecentralizowane sterowanie interfejsami zaworów
- Monitorowanie siłowników ćwierćobrotowych
- Wykrywanie kolanek rur
- Zdalne sygnały IO
- Planowanie i budowa super skidów
- Łatwe podłączanie urządzeń obiektowych
- Identyfikacja naczyń kriogenicznych
- Identyfikacja mobilnych pojemników
- Identyfikacja mobilnych pojemników przy pomocy czytników ręcznych
- Identyfikacja węży procesowych dla prekursorów
- Identyfikacja przyłączy węży procesowych w obszarach sterylnych
- Identyfikacja przyłączy węży procesowych w strefie 1 ex
- Identyfikacja big bagów i bioreaktorów
- Identyfikacja produktów jednorazowego użytku
- Success Stories
- Bezkontaktowe przekazywanie zasilania I sygnałów dwustanowych
- HMI steruje mieszalnikiem przemysłowym
- Programowalna w codesys bramka BL20 steruje systemem do przetwarzania obrazu
- RFID identyfikuje farmaceutyki
- Pomiar prędkości głowic mieszających w mieszadłach magnetycznych
- Bezpieczna procesowo identyfikacja mediów płynnych
- Półprzewodniki
Select Country
Turck worldwide